Maschinenbau
Unser Leistungsspektrum
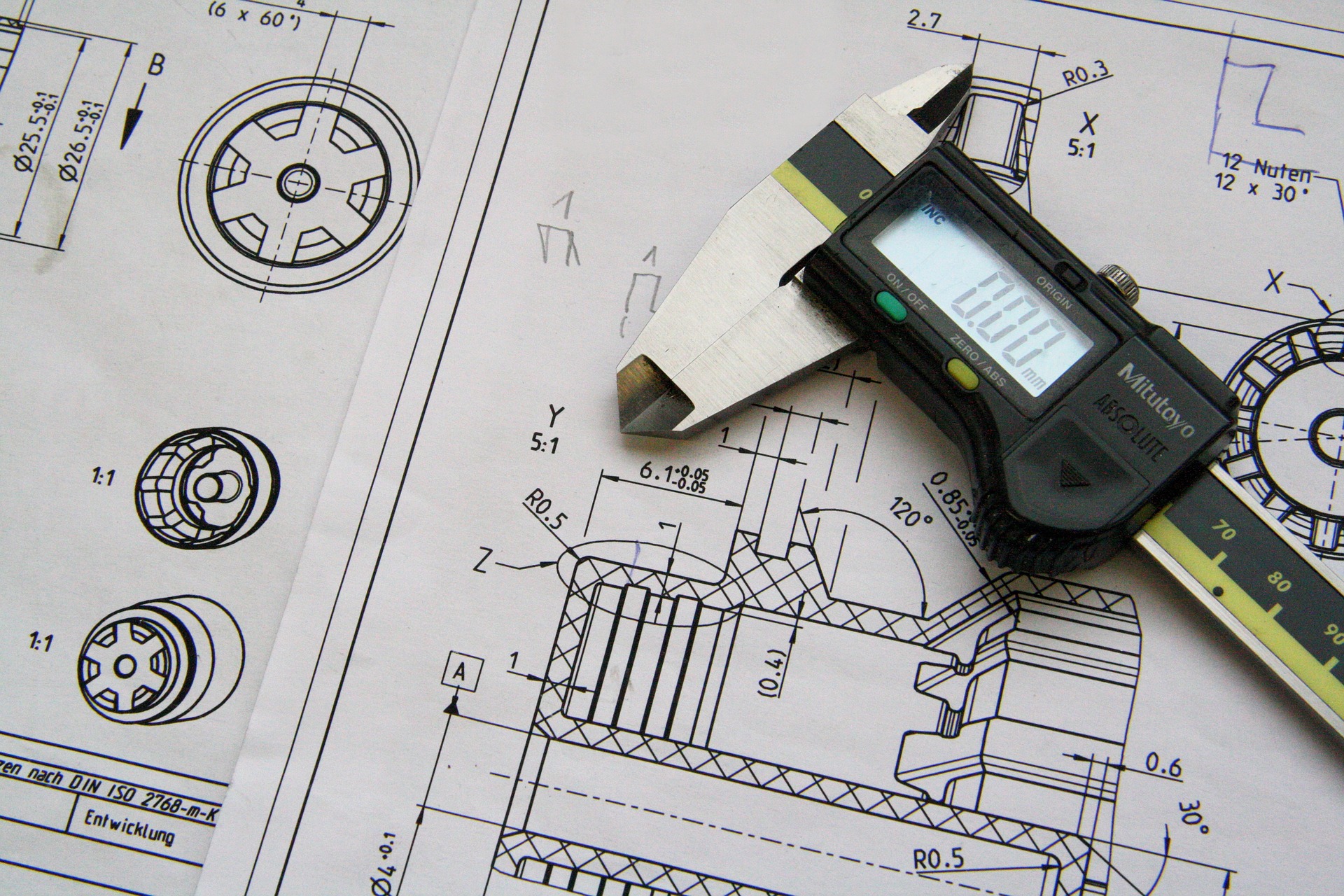
Drehen, Fräsen und Rundschleifen nach Zeichnung oder Muster
Das Drehen ist gemeinsam mit dem Bohren, Fräsen und Schleifen eines der wichtigsten Fertigungsverfahren der Zerspantechnik.
Wie bei allen diesen Verfahren werden von einem Werkstück Späne abgetrennt, um die gewünschte Form zu erzeugen. Beim Drehen rotiert das Werkstück – das Drehteil – um seine eigene Achse, während das Werkzeug – der Drehmeißel – die am Werkstück zu erzeugende Kontur abfährt.

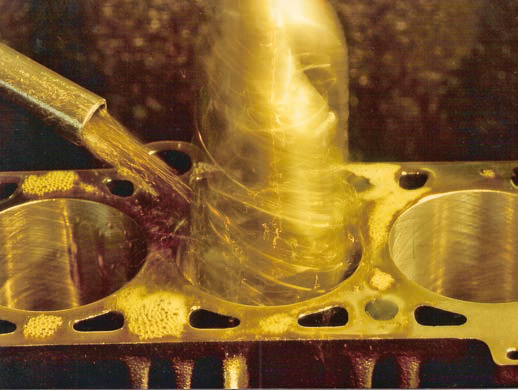
Honen
Das Honen wird verwendet um eine hohe Maß- und Formgenauigkeit zu erreichen.
Das Honen, auch Ziehschleifen genannt, ist ein spanendes Fertigungsverfahren mit geometrisch unbestimmter Schneide. Es ist einer der letzten Arbeitsschritte bei der Fertigung von Maschinenbauteilen.
Es liefert feinste Oberflächen.
Als Fertigungsverfahren ist das Honen eng mit dem Schleifen verwandt. Es liefert aber eine noch geringere Oberflächenrauheit.
Ein wichtiges Anwendungsbeispiel für das Honen ist die Fertigbearbeitung von Zylinderlaufbahnen bei Verbrennungsmotoren.
Ihr Motor wird damit so effizient wie auf den ersten Kilometern. Sie können wieder beruhigt losfahren.
In der DIN 8589 wird das Honen nach verschiedenen Kriterien eingeteilt. Als Ordnungskriterien werden die Form sowie die Lage der erzeugten Fläche herangezogen. Die Verfahren sind Innenrundhonen (formschlüssig oder kraftschlüssig), Außenrundhonen (zwischen Spitzen oder spitzenlos), Flachhonen und Profilhonen.
Gemeinsam ist den Verfahren die aus zwei Richtungen zusammengesetzte zyklische Schnittbewegung, von denen meist eine oszillierend ist. Je nach Frequenz der oszillierenden Bewegung kann das Honen in das sogenannte Langhubhonen sowie das Kurzhubhonen (auch Feinziehschleifen) unterteilt werden.